Avtomatsko spajkanje za LED luči
Avtomatizirano spajkanje za LED luči. Drugačen dizajn in različne rešitve.
Opis
Avtomatizirano spajkanje za LED luči

1.Modeli za avtomatizirano spajkanje za LED lučko
A. Ena glava, ena postaja, (R os)
B. Enojna glava, dvojne postaje, (R os)
C. Dvojne glave, ena postaja, (R os)
D. Dvojne glave, dvojne postaje, (R os).
E. Na voljo so drugi modeli po meri. Vabljeni, da nas kontaktirate.
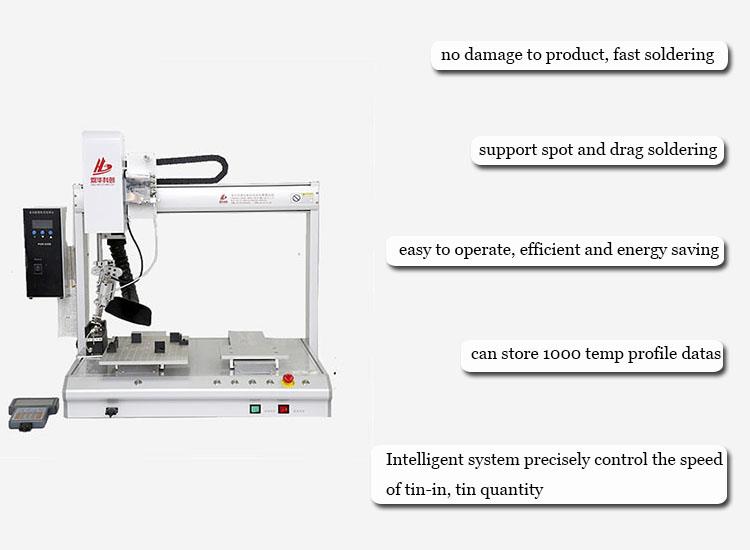
2.Funkcije za avtomatizirano spajkanje za LED lučko
Učinkovito zmanjšanje človeškega truda in stroškov dela.
Prijazen do uporabe.
Stabilna zmogljivost in vzdržljivost.
3. Uporaba avtomatiziranega spajkanja za LED luči
Avtomatsko spajkanje postaja vse bolj priljubljeno v procesu izdelave LED luči.
Ta postopek vključuje uporabo spajkalnih strojev, ki so programirani za natančno spajkanje
operacije samodejno. Kot rezultat, ta tehnologija ponuja številne prednosti, ko gre za
proizvodnja LED luči.
Prvič, avtomatizirano spajkanje zagotavlja, da je postopek spajkanja dosleden in natančen. Stroji
so programirani za delovanje pri dosledni hitrosti, temperaturi in tlaku, kar odpravlja tveganje za
človeška napaka. To zagotavlja, da so vse povezave varne, končni izdelek pa visokokakovosten.
Drugič, avtomatizirano spajkanje bistveno skrajša čas proizvodnje LED luči. Ta proces je veliko
hitreje kot ročno spajkanje, saj lahko stroji spajkajo več povezav hkrati. To pomeni
da lahko proizvajalci proizvajajo LED luči veliko hitreje, kar zniža proizvodne stroške in izboljša
učinkovitost.
Tretjič, avtomatizirano spajkanje odpravlja nevarnost poškodb delavcev. Ročno spajkanje je nevaren postopek
ki delavce izpostavlja visokim temperaturam in strupenim hlapom. Avtomatsko spajkanje odpravlja ta tveganja, saj
stroji izvajajo vse operacije spajkanja brez človeškega posredovanja.
Skratka, uporaba avtomatiziranega spajkanja pri proizvodnji LED luči ponuja številne prednosti.
Tehnologija zagotavlja dosledno in natančno spajkanje, zmanjšuje proizvodni čas in stroške ter odpravlja
nevarnost poškodb delavcev. Ker povpraševanje po LED lučeh še naprej narašča, postaja avtomatizirano spajkanje
nepogrešljivo orodje za proizvajalce, ki želijo ostati konkurenčni in učinkovito proizvajati visokokakovostne izdelke.
6.Potrdilo oAvtomatizirano spajkanje za LED luči
![]()

Wamly dobrodošli poslovni partnerji z vsega sveta. Vabljeni, da nas kontaktirate!
7. Povezano znanje
Iz definicije spajke lahko ugotovimo, da je "močenje" glavni junak v procesu varjenja. Tako imenovano varjenje
je uporaba tekočega "spajkanja" mokrega na podlago za doseganje učinka spoja. Ta pojav je kot voda, ki pade na
trdna površina. Razlika je v tem, da se zvar strdi v spoj, ko se temperatura zniža. Ko se spajka zmoči
substrat, teoretično se kovina poveže s kovino in tvori neprekinjen spoj. Vendar pa v dejanskih razmerah
substrat erodirata zrak in okoliško okolje, da nastane plastni oksidni film, ki blokira "spajko", tako da lahko
ne dosežejo boljšega vlažilnega učinka. Pojav je v tem, da se voda vlije na ploščo, napolnjeno z mastjo, vodo lahko le kon-
ponekod koncentrirane in jih ni mogoče enakomerno in enakomerno porazdeliti po krožniku. Če je oksidni film na površini
substrat ni odstranjen, tudi če je komaj prevlečen s "spajko", je moč lepljenja zelo šibka.
1. Različna varjenja in lepljenja
Ko sta dva materiala povezana z lepilom, se površini obeh materialov oprijemata drug drugega, ker lepilo
tvori mehansko vez med njimi. Ker lepila ni enostavno pritrditi med oba, sijoča površina ni tako dobra
kot hrapava ali jedkana površina. Lepljenje je površinski pojav, ki ga lahko z lepilom zdrgnemo s površine originala
je mokro. Varjenje je tvorba kovinske kemične vezi med spajko in kovino. Molekule spajke prodrejo
v molekularno strukturo površinske kovine substrata, da tvori močno, popolnoma kovinsko strukturo. Ko se spajka stopi, se
ga je nemogoče popolnoma izbrisati s kovinske površine, ker je postal del navadne kovine.
2, močenje in brez močenja
Kos namaščene kovinske pločevine se potopi v vodo in ni namakanja. Na tej točki bo voda oblikovala sferično vodno kapljico
ki se bo otresla, tako da se voda ne zmoči ali prilepi na kovinsko ploščo. Če kovinsko pločevino operete v vročem čistilnem topilu, previdno
posušeno in nato potopljeno v vodo bo voda popolnoma razpršila na površino kovinske pločevine in oblikovala tanek in enoten sloj filma.
Ne bo padla, torej je že zmočila pločevino.
3, čisto
Ko je kovinska plošča zelo čista, bo voda zmočila površino. Zato, ko sta "površina spajke" in "kovinska površina" tudi zelo
čista, bo spajka zmočila kovinsko površino, ki je veliko bolj čista kot voda. Kovinske pločevine so veliko višje, ker mora biti
tesno povezavo med spajko in kovino, sicer med njima nastane zelo tanka oksidna plast. Na žalost skoraj vse kovine
takoj oksidirajo, ko so izpostavljeni zraku, in ta izjemno tanka plast oksida bo motila vlaženje spajke na kovinski površini.
Opomba: "Spajka" pomeni zlitino kositra in svinca 60/40 ali 63/37; "podlaga" se nanaša na kovino, ki jo je treba zvariti, kot je tiskano vezje ali podnožje.
4, kapilarno delovanje
Če sta dve čisti kovinski površini združeni, potopljeni v staljeno spajko, bo spajka zmočila obe kovinski površini in se povzpela navzgor, da bi zapolnila vrzel med sosednjima površinama, kar je kapilarno delovanje. Če kovinska površina ni čista, ne bo vlaženja in kapilarnega delovanja in spajka ne bo zapolnila te točke. Ko gre tiskano vezje prevlečene skoznje luknje skozi peč za valovito spajkanje, sila kapilarnega delovanja napolni luknjo skozi luknjo in na plošči tiskanega vezja se oblikuje tako imenovani "spajkalni trak" in tlak kositrni val ni popolnoma spajkan. Potisnite to luknjo.